KOMPANDOWANIE MIESZANEK GUMOWYCH
|
Guma powstaje z kauczuku naturalnego lub syntetycznego w wyniku procesu wulkanizacji – tj. procesu trwałego sieciowania chemicznego łańcuchów polimerowych kauczuku, prowadzącego do utrwalenia kształtu wyrobu i nadającego mu określone właściwości mechaniczne i chemiczne. Wyroby gumowe produkuje się z mieszanek gumowych na bazie kauczuku z różnego rodzaju dodatkami. |
||||
|
||||
|
Firma MARIS, należąca do liderów w dziedzinie technologii kompandowania, opracowała i wdrożyła technologię produkcji mieszanek gumowych w trybie ciągłym na wytłaczarkach dwuślimakowych współbieżnych. Ta innowacyjna technologia posiada wiele zalet w stosunku do metod tradycyjnych. Pozwala na bardzo precyzyjne dozowanie składników i łatwe automatyczne sterownie procesem. Pozwala na otrzymywanie mieszanek gumowych o najwyższych wymaganiach jakościowych i o stałości składu znacznie wyższej niż w systemach periodycznych. Technologia MARIS nadaje się zarówno do produkcji wielkoseryjnej jak i do małych serii. Umożliwia łatwe zmiany receptury mieszanki, co jest szczególnie ważne przy stosunkowo niewielkich partiach produkcyjnych. Dodatkową zaletą tej technologii jest możliwość filtracji mieszanek na tej samej maszynie, co obniża koszty całego procesu.
Technologia MARIS produkcji mieszanek gumowych na wytłaczarkach dwuślimakowych stała się możliwa dzięki dwóm czynnikom. Pierwszym z nich jest wprowadzenie na rynek wytłaczarek o dużym momencie właściwym, pozwalającym na przetwórstwo materiałów o dużej lepkości, jakimi są m.in. kauczuki naturalne i syntetyczne. Drugim czynnikiem było bardzo bogate, wieloletnie doświadczenie firmy MARIS w realizacji podobnych innowacyjnych projektów przetwórstwa różnorodnych materiałów na wytłaczarkach dwuślimakowych. Zastosowanie do produkcji mieszanek gumowych wytłaczarek wysokoobrotowych o zwiększonej objętości ślimaka dodatkowo pozwoliło na uzyskiwanie znacznych wydajności produkcji. Wytłaczarka dwuślimakowa współbieżna ( w skrócie nazywana CTSE od Corotating Twin Screw Extruder) jest dynamicznym mieszalnikiem ciągłym pozwalającym na uplastycznienie, mieszanie, dyspergowanie i homogenizowanie składników mieszaniny w ściśle kontrolowanych, stabilnych warunkach temperaturowych.
Możemy wyróżnić trzy główne podzespoły maszyny: grupę motoreduktora napędowego, zespół dozowania i podawania surowców oraz strefę procesu – cylinder i ślimaki. Modułowość konstrukcji to jeden z powodów, dla których maszyna ta osiągnęła tak wielki sukces: projektowanie strefy procesu odbywa się przez dobór odpowiedniej sekwencji segmentów realizujących rozmaite funkcje procesowe. Cecha ta odegrała również decydującą rolę w przypadku produkcji mieszanek gumowych, gdzie cylinder maszyny został podzielony na następujące strefy procesowe:
Ta innowacyjna technologia produkcji mieszanek gumowych wykorzystuje specyficzne zalety wytłaczarek dwuślimakowych współbieżnych:
PROCES Projektowanie produkcji mieszanek gumowych z wykorzystaniem CTSE rozpoczyna się od analizy następujących czynników:
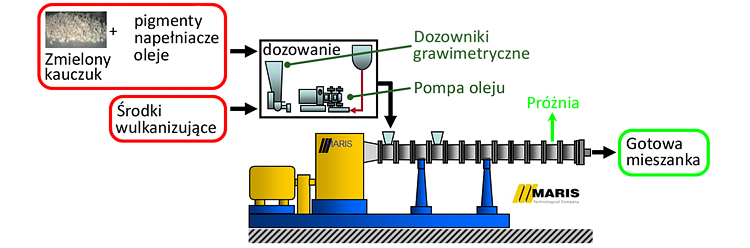
Podawanie kauczuku Wytłaczarki dwuślimakowe współbieżne są w stanie przetwarzać materiał w postaci proszku, granulatu, płatków czy innych kształtów, które mogą być dozowane grawimetrycznie. Preferowane są więc kauczuki w tej postaci, które dodatkowo zawierają już pewną ilość napełniaczy jak sadze czy krzemionki. Kauczuki, które nie są dostarczane w tej postaci tylko w formie bloków, muszą być poddane mieleniu do wielkości cząstek nieprzekraczającej średniej głębokości zwojów kanału ślimaka wytłaczarki. Najlepsze rezultaty otrzymuje się, gdy cząstki kauczuku nie są większe niż 10-12 mm. W przypadku bardzo lepkich kauczuków konieczne jest dodawanie w trakcie procesu mielenia środków zapobiegających sklejaniu. Należy też unikać długich czasów składowania od momentu zmielenia do podania na maszynę. Schematy procesu Wyróżniamy dwie fazy produkcji mieszanek gumowych: 1. Mieszanie i homogenizacja głównych składników mieszanki: załadunek, dozowanie, uplastycznienie kauczuku i podanie ewentualnych małych dodatków / załadunek, dozowanie i dyspersja napełniaczy wzmacniających / załadunek, dozowanie plastyfikatorów i żywic niskotopliwych / homogenizacja wsadu 2. Dodawanie do mieszanki układu wulkanizacyjnego W zależności od lepkości mieszanki i szybkości wulkanizacji faza ta może być zrealizowana na dwa sposoby: Proces jednoetapowy – mieszanki jednocyklowe Mieszanka po zhomogenizowaniu przechodzi do kolejnej strefy wytłaczarki o obniżonej temperaturze, gdzie następuje dozowanie grawimetryczne układu wulkanizującego. Mieszanie w tej strefie jest tylko na tyle intensywne by zagwarantować optymalną homogenizację mieszanki, przy minimum energii dostarczanej do materiału, bez ryzyka przegrzania i podwulkanizacji. Ponieważ rozładunek mieszanki z wytłaczarki musi następować przy stosunkowo niskiej temperaturze to konfiguracja parametrów tej końcowej strefy wytłaczarki będzie pewnym kompromisem pomiędzy warunkami potrzebnymi do skutecznego przeprowadzania procesu mieszania a tymi, przy których mieszanka może opuścić wytłaczarkę. Ustalenie tych parametrów jest kluczowe dla uzyskania jednocześnie dużej wydajności i dobrej jakości wymieszania.
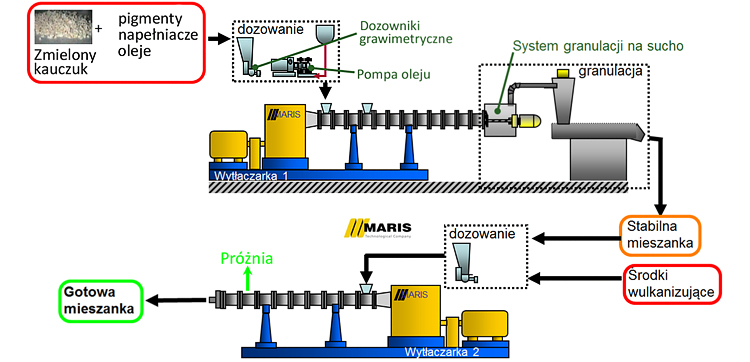
Proces dwuetapowy – mieszanki dwucyklowe Mieszanka bez dodatku układu wulkanizacyjnego jest produkowana na pierwszej wytłaczarce natomiast dodawanie układu wulkanizacyjnego odbywa się na drugiej wytłaczarce w dwóch możliwych wariantach: W pierwszym wariancie operacje te następują jedna po drugiej w procesie ciągłym bez pośrednich operacji chłodzenia, składowania i sezonowania mieszanki. Druga wytłaczarka posiada inną konfigurację ślimaków i pracuje przy obniżonych obrotach w stosunku do pierwszej. Środki wulkanizujące są dozowane grawimetrycznie w jednej z ostatnich stref wytłaczarki. W drugim wariancie mieszanka po opuszczeniu pierwszej wytłaczarki jest ochładzana i składowana w postaci pasów lub granulatu. Drugą fazę procesu polegającą na dodaniu układu wulkanizacyjnego przeprowadza się tuż przed planowanym zużyciem mieszanki. Wprawdzie konieczność ponownego podgrzewania mieszanki w drugim etapie wiąże się z wyższymi kosztami energii to w wielu przypadkach korzystne jest opóźnienie momentu dodawania układu wulkanizacyjnego z przyczyn technologicznych czy logistycznych.
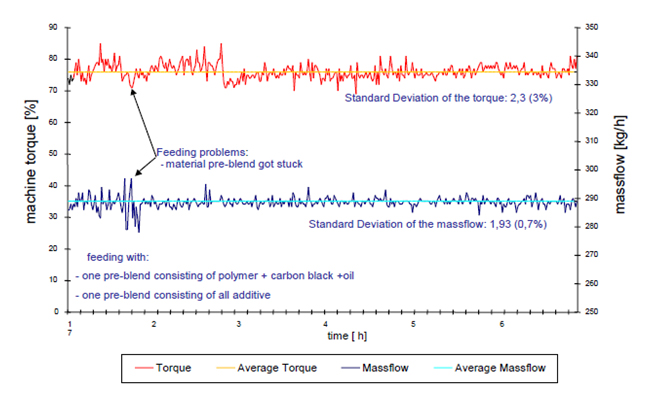
Stabilność i powtarzalność procesu Stałość i powtarzalność jakości produktu, będąca jedną z głównych zalet produkcji w trybie ciągłym, jest zapewniona przez zastosowanie systemu dozowników grawimetrycznych, które umożliwiają stabilne podawanie składników receptury do urządzenia. Ponadto możliwe jest ciągłe monitorowanie stabilności wytłaczarki i kontrola jakość materiału w trakcie procesu produkcyjnego. Doświadczenie pokazuje, że bardzo wysoką stabilność można osiągnąć zarówno dla parametrów procesowych (takich jak moment obrotowy ślimaków czy całkowita wydajność) jak i dla jakości produktu, przy przetwarzaniu różnych materiałów. Przykład monitorowania parametrów procesu podczas produkcji EPDM jest pokazany na poniższym rysunku.
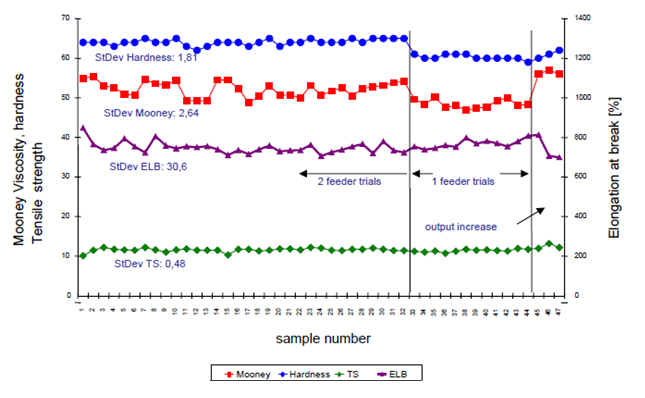
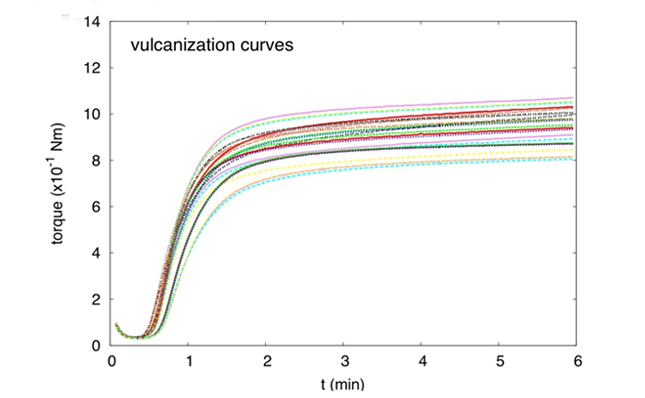
W celu sprawdzenia stabilności jakości mieszanki podczas produkcji w długim okresie czasu monitorowano jej właściwości mechaniczne i reologiczne pokazane na wykresach poniżej.
Energia właściwa
Wzrost temperatury mieszanki jest bezpośrednio związany z lepkością mieszanki, prędkością obrotową ślimaków oraz zależy od czasu rezydencji mieszanki w wytłaczarce. Ciepło wytwarzane w trakcie procesu jest odbierane od mieszanki poprzez ścianki cylindra i ślimaka dzięki systemowi termoregulacji wodnej. By zmniejszyć ilość wytwarzanego ciepła, co jest istotne zwłaszcza w drugim etapie cyklu przy dodawaniu środków wulkanizujących, stosuje się ślimaki o dużej głębokości zwojów i napędzane reduktorem o wysokim momencie właściwym. Ich duża pojemność gwarantuje osiągnięcie dużej wydajności przy niższych prędkościach obrotowych. Mimo to temperatury mieszanki mierzone na wyjściu z wytłaczarki są wyższe niż te uzyskiwane w tradycyjnym procesie periodycznym. Nie ma to jednak negatywnego wpływu na właściwości technologiczne mieszanek i nie powoduje podwulkanizacji. Dzieje się tak dlatego, że czasy rezydencji mieszanki w wytłaczarce są krótsze niż w procesie tradycyjnym. Czas przebywania materiału w maszynie wynosi średnio od 30 do 60 sekund dla każdego cyklu w przypadku mieszanek dwucyklowych oraz około 60-90 sekund w przypadku produkcji jednocyklowej. Jeśli chodzi o czas rezydencji środków wulkanizujących, które dozowane są z opóźnieniem, to wynosi on od 20 do 40 sekund. Uplastycznienie kauczuku – eliminacja miksera zamkniętego Wytłaczarka dwuślimakowa współbieżna jest w stanie uplastycznić kauczuk naturalny umożliwiając w ten sposób wyeliminowanie tradycyjnie do tego celu stosowanego miksera zamkniętego. Dzięki odpowiedniej kombinacji temperatury pierwszych stref wytłaczarki oraz specjalnego profilu ślimaka i jego prędkości obrotowej następuje obniżenie lepkości kauczuku do oczekiwanej wartości, ściśle związanej z ilością przetransferowanej energii właściwej. Dyspersja napełniaczy Zdyspergować i zhomogenizować napełniacz w matrycy polimerowej to znaczy rozdrobnić cząsteczki tego napełniacza do jak najmniejszych rozmiarów poprzez rozbicie aglomeratów w celu powleczenia ich ze wszystkich stron osnową polimerową. Z punktu widzenia mechaniki do procesu dyspersji potrzebna jest obecność sił ścinających wywieranych w materiale przez odpowiednio ukształtowane, obracające się segmenty mieszające ślimaka. W rzeczywistości polega to na przesuwaniu warstw polimeru względem siebie z różnymi prędkościami prowadząc do generowania naprężeń ścinających i rozcierania aglomeratów. Intensywność tego zjawiska zależy od prędkości obrotowej ślimaków i od ich geometrii. Podawanie napełniaczy podajnikami bocznymi Napełniacze dozowane grawimetrycznie wprowadzane są do wytłaczarki za pomocą jednego lub więcej dwuślimakowych podajników bocznych. To umożliwia podawanie napełniaczy do już ogrzanego i uplastycznionego kauczuku, dzięki temu redukuje się prawdopodobieństwo tworzenia się agregatów, obniża się energia właściwa potrzebna do zdyspergowania napełniacza oraz zmniejsza się zużycie ślimaków i cylindra. Dzięki temu możliwe jest także znaczne zwiększenie stopnia napełnienia mieszanki poprzez stopniowe zwiększanie ilości podawanego napełniacza w trakcie procesu. Podawanie składników ciekłych Podawanie plastyfikatorów, silanów lub innych dodatków ciekłych odbywa się bezpośrednio do cylindra wytłaczarki. Segment cylindra w tym miejscu jest wyposażony w układ wtryskowy zasilany pompą sterowaną grawimetrycznie. Podawanie małych dodatków Do istotnych aspektów technologii produkcji mieszanek gumowych w trybie ciągłym jest otrzymanie dobrej dystrybucji i homogenizacji licznych dodatków podawanych w małych ilościach. W większości przypadków nawet niewielkie wahania dozowanych ilości mogą mieć duży wpływ na właściwości końcowe otrzymywanych mieszanek. Często wymagają one różnego czasu rezydencji i sposobu obróbki, występują ponadto w różnych postaciach i uziarnieniu. Z tego powodu już na etapie projektowania procesu istotne jest, aby właściwie dobrać strefy cylindra, w których będą dozowane małe dodatki. W celu ograniczenia ilości dozowników i nadmiernego rozbudowania instalacji konieczne jest opracowanie metody wykonywania premiksów. Dobrze zaprojektowana instalacja pozwala na otrzymanie mieszanki, w której rozrzut dystrybucji małych dodatków nie przekracza 2%. Strefa pompowania i obróbki wykańczającej Ponieważ same wytłaczarki dwuślimakowe współbieżne posiadają ograniczoną sprawność pompowania oraz ze względu na wysoką lepkość mieszanek gumowych do obróbki wykańczającej (filtrowanie, granulacja) stosuje się dodatkowo pompy zębate. Ich użycie zapobiega nadmiernemu wzrostowi temperatury mieszanki w ostatniej fazie cyklu. Zastosowania Chociaż produkcja mieszanek gumowych w trybie ciągłym na wytłaczarkach dwuślimakowych współbieżnych jest technologią stosunkowo nową, to MARIS posiada już kilka ciekawych aplikacji z ważnymi europejskimi producentami mieszanek gumowych na bazie EPDM, NBR, SBR, NR, IR, CIIR, BR. Wśród docelowych zastosowań mieszanek znalazły się m.in. elementy do samochodów jak np. różne uszczelki do drzwi, spody obuwnicze, elementy mechanizmów ruchomych (uszczelki, elementy antywibracyjne, uszczelnienia harmonijkowe itp.).
Wnioski Proces produkcji mieszanek gumowych na wytłaczarkach dwuślimakowych stanowi istotną alternatywę dla tradycyjnych procesów periodycznych realizowanych na mikserach zamkniętych i walcarkach i posiada wiele zalet. Cechą charakterystyczną tego procesu jest jego pełna automatyzacja, wysoka dokładność i łatwość precyzyjnego sterowania jego parametrami. Dotyczy to zarówno precyzji dozowania składników i powtarzalności składu mieszanki w długim okresie czasu jak i możliwości dobierania i utrzymywania właściwych temperatur procesu oraz czasów rezydencji mieszanki w wytłaczarce w celu uniknięcia podwulkanizacji. Istotną zaletą jest eliminacja miksera zamkniętego, ponieważ wytłaczarka dwuślimakowa współbieżna jest w stanie uplastycznić kauczuk. W tej technologii udało się zastąpić system periodyczny, składający się z miksera zamkniętego i walcarek tylko jedną maszyną, gwarantującą: powtarzalność, w pełni automatyczną i niewymagającą bezpośredniej pracy operatorów oraz łatwą i bezpieczną w obsłudze. W technologii MARIS osiągana jest bardzo dobra dyspersja i homogenizacja napełniaczy. Istotną zaletą jest możliwość podawania napełniaczy podajnikami bocznymi do już ogrzanego i uplastycznionego kauczuku. Dzięki temu redukuje się prawdopodobieństwo tworzenia się agregatów i obniża się energia właściwa potrzebna do zdyspergowania napełniaczy. W efekcie możliwe jest także znaczne zwiększenie stopnia napełnienia mieszanki. Dużo łatwiejsze niż w metodach tradycyjnych jest podawanie dodatków ciekłych. Również istotną zaletą tej technologii jest otrzymanie dobrej dystrybucji i homogenizacji licznych dodatków podawanych w małych ilościach. Zaletą o dużym znaczeniu jest również możliwość filtracji mieszanek on-line tj. zaraz na wyjściu z wytłaczarki a nie jak w układach tradycyjnych, gdzie mieszanki są filtrowane osobno poza linią. Tradycyjnie proces filtracji wymaga oddzielnej linii do filtrowania na zimno i prowadzenia procesu wieloetapowo. Wiąże się to z koniecznością ponownego podgrzania i przetłoczenia już gotowej mieszanki oraz jej ponownego schłodzenia i układania. Filtrowanie prowadzone w ten sposób powoduje wzrost kosztów zarówno z uwagi na wydłużenie procesu produkcyjnego, jak i z uwagi na wzrost zużycia energii. Natomiast w tej technologii wykorzystywana jest ciepła mieszanka, która jest filtrowana na wyjściu z wytłaczarki przy pomocy pompy zębatej, która tłoczy mieszankę przez sito filtracyjne. Filtrowanie w linii pozwala na znaczne obniżenie kosztów produkcji mieszanki, gdyż filtrowanie wykonywane jest w jednym procesie, w ostatnim etapie produkcji mieszanki gumowej. Bardzo ważną praktyczną zaletą tego procesu jest również i to, że nadaje się zarówno do produkcji wielkoseryjnej z wydajnościami kilku ton na godzinę jak i do małych serii o wydajności produkcji kilkuset kilogramów na godzinę. Jest to istotne zwłaszcza w sytuacji, gdy potrzeby produkcyjne wymagają częstych zmian receptury mieszanki przy stosunkowo niewielkich wielkościach partii produkcyjnych. |


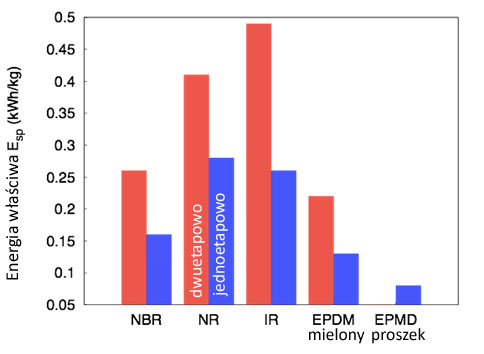 Energia właściwa niezbędna do przetworzenia mieszanki gumowej wzrasta wraz z poziomem jej lepkości i jest zależna od wielkości ziarna zmielonego kauczuku oraz ilości cykli. Z doświadczenia wynika, że najmniejsza energia właściwa jest osiągana dla granulowanych przedmieszek zawierających już pewną ilość napełniaczy.
Energia właściwa niezbędna do przetworzenia mieszanki gumowej wzrasta wraz z poziomem jej lepkości i jest zależna od wielkości ziarna zmielonego kauczuku oraz ilości cykli. Z doświadczenia wynika, że najmniejsza energia właściwa jest osiągana dla granulowanych przedmieszek zawierających już pewną ilość napełniaczy. 



Copyright © 2018 by IPM