|
UKŁAD LINII |
OPIS |
ZALETY |
UWAGI |
|
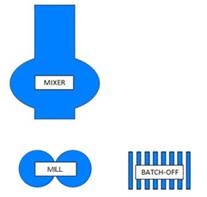
1A) MIXER + WALCARKA + BATCH OFF |
· Tradycyjna linia
do produkcji mieszanek gumowych wyposażona w jedną walcarkę. Materiał z
miksera jest zrzucany na walcarkę gdzie
następuje schładzanie i formowanie pasów mieszanki. |
· System
charakteryzuje się prostotą z punktu widzenia systemu sterowania i obsługi, · Stosunkowo łatwe
i szybkie czyszczenie w przypadku przetwórstwa bardzo dużej liczby receptur. |
· Wszystkie
operacje są wykonywane ręcznie w związku z tym nie są powtarzalne. · Wymaga zatrudnienia
doświadczonych operatorów w pracy na
walcarkach. · Walcarka jest
urządzeniem względnie niebezpiecznym |
|
1B)
MIXER + WALCARKA + WALCARKA +
BATCH OFF |
· Tradycyjna linia
do produkcji mieszanek gumowych wyposażona w dwie walcarki. Materiał z
miksera jest zrzucany na pierwszą walcarkę. Operacje schładzania, formowania
pasów oraz ewentualnie dodawania dodatków prowadzone są na dwóch walcarkach
zamiast na jednej, jak w przypadku 1A. |
· System charakteryzuje się prostotą z punktu
widzenia systemu sterowania i obsługi, · Łatwe i szybkie
czyszczenie w przypadku przetwórstwa bardzo dużej liczby receptur. |
· Wszystkie
operacje są wykonywane ręcznie w związku z tym nie są powtarzalne. · Wymaga
zatrudnienia doświadczonych operatorów w pracy na walcarkach. · Walcarka jest urządzeniem
względnie niebezpiecznym |
|
1C) MIXER + CTM + WALCARKA + BATCH
OFF |
· Mieszalnik CTM
zastępuje pierwszą walcarkę z rozwiązania 1B. · Mieszalnik CTM
przejmuje część procesu mieszania wykonywanego na mikserze skracając jego
cykl. · Do mieszalnika
CTM mogą być dodawane środki wulkanizujące i wszystkie dodatki, które
wymagają dozowania przy obniżonej temperaturze w ostatniej fazie mieszania. · Walcarka w tym
przypadku pracuje jako kalander i służy do formowania pasów, które następnie
kierowane są do chłodziarki BATCH-OFF. |
· Zwiększenie
poziomu automatyzacji procesu – mieszalnik CTM nie wymaga pracy
doświadczonego operatora a jedynie osoby nadzorującej, · Stabilność
receptury i jakości mieszanki, · Zwiększona
homogeniczność mieszanki oraz wydajniejsze jej ochładzanie, · Zwiększona
kontrola nad ilością energii dostarczanej do mieszanki w trakcie procesu
mieszania. |
· Mimo, że system
jest w dużej mierze zautomatyzowany, to walcarka wymaga zatrudnienia
operatora. Ma to jednak niewielki wpływy na jakość otrzymywanej mieszanki. |
|
2A) MIXER + CTE + KALANDER + BATCH
OFF
|
· Mieszanka z
miksera zrzucana jest do wytłaczarki CTE, która przetłacza ją zasilając
głowicę szczelinową i kalander dwuwalcowy typu ROLLER HEAD. · Kalander ROLLER
HEAD odpowiada za płytowanie (arkuszowanie) gumy
pełniąc rolę walcarki z rozwiązania 2B. |
· System pracuje w
trybie ciągłym i jest w pełni automatyczny, · Wysoka
stabilność receptury i jakości mieszanki, · Zwiększona
homogeniczność mieszanki oraz wydajniejsze jej ochładzanie, · Zwiększona kontrola
nad ilością energii dostarczanej do mieszanki w trakcie procesu mieszania. |
· Rozwiązanie
uniemożliwia realizację mieszanek jednocyklowych |
|
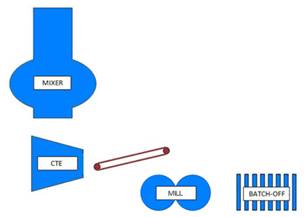
2B) MIXER + CTE + WALCARKA + BATCH
OFF |
· Mieszanka z
miksera zrzucana jest do wytłaczarki CTE, która ochładza ją i przekazuje do
walcarki. · Walcarka w tym
przypadku pracuje jako kalander i służy do formowania pasów (arkuszowanie), które następnie kierowane są do
chłodziarki BATCH-OFF. |
· System pracuje w
trybie ciągłym i jest w pełni automatyczny, · Wysoka
stabilność receptury i jakości mieszanki, · Zwiększona
homogeniczność mieszanki oraz wydajniejsze jej ochładzanie, · Zwiększona
kontrola nad ilością energii dostarczanej do mieszanki w trakcie procesu
mieszania · Ze względu na
mniejsze nakłady inwestycyjne w stosunku do rozwiązania 2A, rozwiązanie to
jest polecane producentom, którzy posiadaj już walcarkę. |
· W odróżnieniu od
rozwiązania 1C nie ma możliwości przeprowadzenia mieszania w drugim kroku tj.
po rozładunku z miksera. · W sytuacji kiedy
po mikserze nie stosujemy walcarek lub też mieszalnika CTM proces mieszania
musi być zakończony w mikserze. To jest powód, dla którego mieszanki muszą
być w tej konfiguracji wykonywane w kilku etapach. · Aktualnie w dalszym ciągu mieszanki do
produkcji opon przetwarzane są w mikserze co najmniej dwukrotnie, pierwszy
raz w celu homogenizacji, drugi w celu dozowania dodatków. Jednak obecnie
dąży się do przetwarzania mieszanek jednoetapowo. |
|
3A)
MIXER + WALCARKA + CTE + GP + BATCH OFF
|
· Mieszanka z
miksera zrzucana jest na walcarkę. · Walcarka może w
zależności od potrzeb być wykorzystywana do dalszego mieszania lub do samego
tylko wstępnego ochładzania mieszanki oraz jako bufor. · Wytłaczarka CTE zasila
pompę zębatą z filtrem. W ten sposób
otrzymywane są pasy przefiltrowanej mieszanki. |
· System umożliwia
otrzymywanie przefiltrowanej mieszanki w jednym cyklu. W tradycyjnym układzie filtrowanie wymaga
prowadzenia oddzielnego procesu. · Wytłaczarka CTE
nie wymaga zasilania mieszanką w formie pasów i może przyjmować całość
materiału z mieszalnika zamkniętego na raz. |
· Ponieważ
walcarka musi być obsługiwana przez operatora nie jest możliwe prowadzenie
procesu w sposób w pełni automatyczny, tak jak w rozwiązaniu 3B. |
|
3B)
MIXER + CTM + CTE + GP + BATCH OFF
|
· Mieszanka z
miksera zrzucana jest do mieszalnika CTM. · Mieszalnik CTM
zastępuje walcarkę z rozwiązania 3A. · Do CTM mogą być
dodawane środki wulkanizujące i wszystkie dodatki, które wymagają dozowania
przy obniżonej temperaturze w ostatniej fazie mieszania. · Wytłaczarka
CTE zasila pompę zębatą z filtrem. W ten sposób otrzymywane są pasy przefiltrowanej
mieszanki. |
· Zastąpienie
walcarki z systemu 3A mieszalnikiem CTM umożliwia prowadzenie procesu w
sposób całkowicie automatyczny. Proces
nie wymaga pracy operatorów, jak w przypadku systemów zawierających walcarki. Uzyskuje się najlepszą homogeniczność i
powtarzalność mieszanek oraz znaczne skrócenie czasu cyklu. · System umożliwia
przetwarzanie mieszanek jednoetapowo. |
|
|
4A) WYTACZARKA CTSE
|
· Składniki
mieszanki podawane są do wytłaczarki dwuślimakowej współbieżnej (Corotating Twin Screw Extruder CTSE) za pośrednictwem systemu dozowników
grawimetrycznych · Wytłaczarka
dwuślimakowa uplastycznia składniki i homogenizuje je w ustalonych warunkach
temperaturowych · Mieszanki
produkowane są dwucyklowo · Metodę cechuje
ciągły przepływ materiału zgodnie z zadaną recepturą a produkcja odbywa się w
sposób w pełni automatyczny |
· Pełna
automatyzacja procesu, wysoka dokładność i łatwość precyzyjnego sterowania
jego parametrami · Wysoka precyzja
dozowania składników i powtarzalności składu mieszanki · Łatwe dozowanie
dodatków ciekłych · Bardzo dobra
dyspersja i homogenizacja napełniaczy · Uniknięcie
podwulkanizacji dzięki utrzymywaniu właściwych temperatur procesu oraz czasów
rezydencji mieszanki w wytłaczarce · Możliwość
prowadzenia filtracji mieszanek on-line tj. Zaraz na wyjściu z wytłaczarki · Łatwe i szybkie
zmiany receptury mieszanki · Linia nie wymaga
bezpośredniej pracy operatorów i jest łatwa i bezpieczna w obsłudze · Eliminacja
miksera zamkniętego |
· Zastosowanie
wytłaczarek dwuślimakowych współbieżnych (kompanderów) wymaga zastosowania
wszystkich składników w formie umożliwiającej grawimetryczne dozowania. W
szczególności wymagane jest mielenie kauczuku oraz gotowej mieszanki po
pierwszym cyklu. |
|
4B) WYTACZARKA CTSE + WYTACZARKA CTSE
|
· Układ kaskadowy
rozwiązania 4A · Składniki
mieszanki podawane są do pierwszej wytłaczarki
dwuślimakowej współbieżnej gdzie realizowana jest przedmieszka · przedmieszka
trafia do drugiej wytłaczarki gdzie dodawany jest układ wulkanizujący · Metodę cechuje
ciągły przepływ materiału zgodnie z zadaną recepturą a produkcja odbywa się w
sposób w pełni automatyczny |
· Zalety
rozwiązania 4A · Możliwość
przetwarzania mieszanek jedno cyklowych |
· Zastosowanie
wytłaczarek dwuślimakowych współbieżnych (kompanderów) wymaga zastosowania
wszystkich składników w formie umożliwiającej grawimetryczne dozowanie –
kauczuk. |