Nowoczesne systemy regulacji szczeliny międzywalcowej
Nowoczesne systemy regulacji szczeliny międzywalcowej są podstawą efektywnego funkcjonowania linii do kalandrowania gumy oraz walcarek do gumy. Systemy automatycznej regulacji hydraulicznej opracowane przez COMERIO ERCOLE pozwalają nie tylko na precyzyjne pozycjonowanie walców i uzyskanie wysokiej jakości produktu gotowego ale także przyczyniają się do obniżenia kosztów produkcji przy jednoczesnym zachowaniu najwyższych standardów bezpieczeństwa pracy.
 Walcarki do gumy oraz kalandry do gumy są wyposażane w systemy regulacji szczeliny międzywalcowej, których rolą jest utrzymanie właściwej odległości walca ruchomego względem walca stałego i otrzymanie wyrobu o zadanej grubości. Szczególną rolę w rozwoju technologii regulacji szczeliny międzywalcowej ma powstała 1885 roku firma COMERIO ERCOLE, która już od ponad stu lat specjalizuje się w budowie maszyn do przetwórstwa gumy, w tym kalandrów i walcarek. Swoją pozycję lidera zawdzięcza nieustannemu rozwojowi swoich maszyn, które pozwalają firmie operować na najwyższym możliwym poziomie technologicznym.
Walcarki do gumy oraz kalandry do gumy są wyposażane w systemy regulacji szczeliny międzywalcowej, których rolą jest utrzymanie właściwej odległości walca ruchomego względem walca stałego i otrzymanie wyrobu o zadanej grubości. Szczególną rolę w rozwoju technologii regulacji szczeliny międzywalcowej ma powstała 1885 roku firma COMERIO ERCOLE, która już od ponad stu lat specjalizuje się w budowie maszyn do przetwórstwa gumy, w tym kalandrów i walcarek. Swoją pozycję lidera zawdzięcza nieustannemu rozwojowi swoich maszyn, które pozwalają firmie operować na najwyższym możliwym poziomie technologicznym.
Od systemów mechanicznych do systemów hydraulicznych
Pierwsze systemy regulacji szczeliny międzywalcowej były typu mechanicznego, gdzie za pomocą dwóch mechanizmów śrubowych, jednego po stronie napędzanej i jednego po stronie nienapędzanej walca ruchomego, dokonywana była regulacja jego położenia względem walca stałego. System mechaniczny, chociaż w dalszym ciągu jeszcze spotykany w starych kalandrach i walcarkach, posiada wiele wad powodujących, że nie spełnia on wymagań nowoczesnej produkcji jakościowych wyrobów gumowych. Wśród nich można wymienić:
- brak możliwości bezpośredniego zabezpieczenia walców przed skutkami nagłego wzrostu siły zwarcia,
- zużywanie się elementów mechanicznych oraz obecność luzów pogarszających dokładność i powtarzalność pozycjonowania.
- niskie prędkości posuwu i związane z tym długie czasy nastaw i awaryjnego otwarcia walców.
Ograniczenia te przyczyniły się do opracowania hybrydowych systemów mechaniczno-hydraulicznych, gdzie regulacja szczeliny odbywa się za pomocą mechanizmu śrubowego połączonego z siłownikiem hydraulicznym jednostronnego działania. W tym rozwiązaniu posuw walca realizowany jest również za pomocą mechanizmu śrubowego, natomiast dodatkowe siłowniki hydrauliczne umożliwiają kontrolowanie siły docisku. Wzrost siły zwarcia ponad poziom wyznaczony przez ciśnienie oleju w siłowniku powoduje automatyczne rozsunięcie się walców.
Zastosowanie w mechanizmie hybrydowym siłownika dwustronnego działania, a więc takiego, który umożliwi posuw walca w obu kierunkach, umożliwiło zrealizowanie funkcji szybkiego awaryjnego otwarcia walców bez konieczności uruchamiania powolnego w działaniu mechanizmu śrubowego. W systemie hybrydowym mechanizm śrubowy w dalszym ciągu jednak odpowiada za właściwe pozycjonowanie walca i chociaż system ten posiada już niektóre zalety systemu hydraulicznego to jest w dalszym ciągu obciążony wadami systemu mechanicznego. Jest ponadto bardziej skomplikowany a przez to droższy i bardziej awaryjny.
Systemy hydrauliczne
Obecnie wszystkie nowej generacji linie do kalandrowania gumy oraz walcarki COMERIO ERCOLE są standardowo wyposażane w automatyczne systemy hydraulicznej regulacji szczeliny międzywalcowej, gdzie posuw walca ruchomego dokonuje się wyłącznie za pomocą dwóch precyzyjnych siłowników hydraulicznych.
Systemy te nie posiadają wad jakimi były obciążone systemy mechaniczne i hybrydowe mechaniczno-hydrauliczne.
Jak funkcjonują?
Siłowniki hydrauliczne pozycjonujące walce są poruszane olejem utrzymywanym pod wysokim ciśnieniem generowanym przez centralkę hydrauliczną (Rys.2).
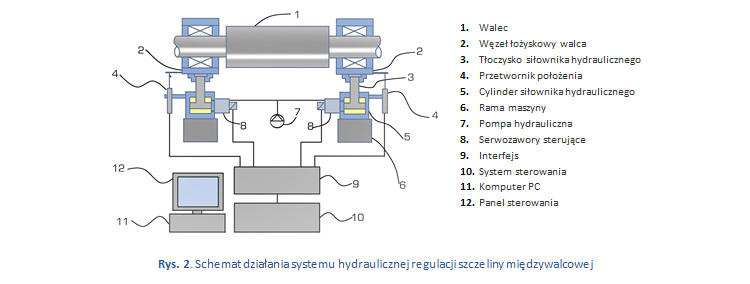
Specjalny zespół serwozaworów steruje przepływem oleju hydraulicznego dostarczając go w zależności od potrzeby do odpowiednich komór siłowników hydraulicznych powodując ich reakcję w zadanym kierunku.
Aktualne położenie walców jest odczytywane z magnetostrykcyjnych czujników położenia o dużej dokładności umieszczonych po obu stronach walców. Komputerowy system sterowania na bieżąco porównuje wartość zadaną szczeliny międzywalcowej z odczytem z czujnika i w zależności od wyniku pomiaru wywołuje właściwą reakcję siłowników hydraulicznych.
Zamknięta pętla sprzężenia zwrotnego umożliwia systemowi sterowania korygowanie w czasie rzeczywistym wszelkich odchyleń położenia walca powodowanych zmiennością sił jakie oddziałują na walce w czasie ich pracy, zmianą geometrii maszyny w wyniku nagrzewania się w fazie rozruchu czy też w wyniku zmiany temperatury otoczenia.
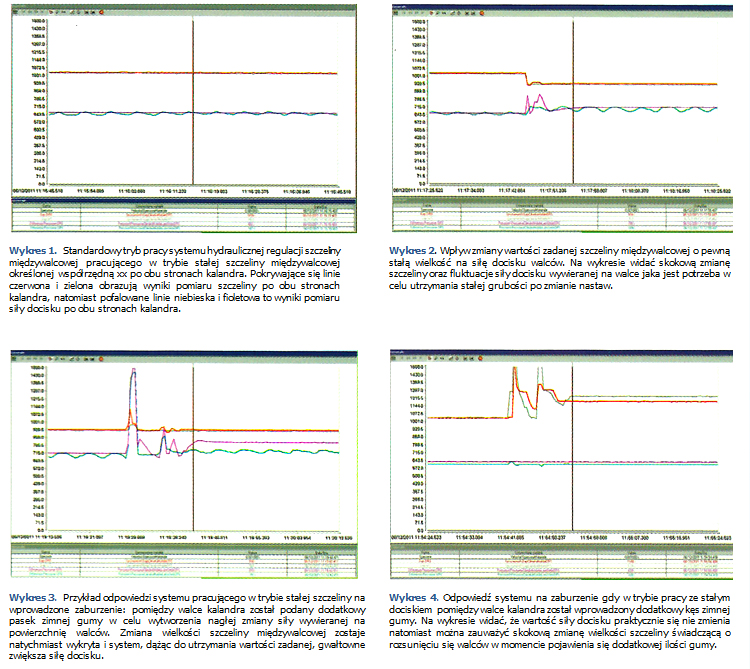
Przykładowe Wykresy 1 - 4 generowane przez system sterowania pokazują zachowanie się kalandra z hydrauliczną regulacją szczeliny międzywalcowej w różnych sytuacjach mogących pojawić się w czasie produkcji. Linie czerwona i zielona obrazują wyniki pomiaru szczeliny po obu stronach kalandra, natomiast niebieska i fioletowa to wyniki pomiaru siły docisku.
System hydrauliczny posiada wiele zalet w stosunku do analogicznych systemów regulacji szczeliny międzywalcowej mechanicznych lub hydrauliczno-mechanicznych.
Precyzja działania
System hydrauliczny pozwala na zagwarantowanie najwyższej dokładności i powtarzalności pozycjonowania walców w kalandrach i walcarkach. Wyeliminowanie przekładni śrubowej i generowanych przez nią luzów umożliwiło błyskawiczne reagowanie systemu regulacji na zmieniające się warunki procesu. Wyposażenie kalandrów w układy wstępnego obciążania walców, dodatkowo kasujących luzy w węzłach łożyskowych, praktycznie wyeliminowało problem istnienia histerezy pozycjonowania walców powstającej w przypadku posuwu walców na zmianę w różnych kierunkach.
Bezpieczeństwo pracy
Stale rosnące wymagania odnośnie bezpieczeństwa użytkowania walcarek i kalandrów powodują, że systemy hydrauliczne są praktycznie jedynym rozwiązaniem pozwalającym na uzyskanie parametrów zgodnych z obowiązującymi normami i jednocześnie gwarantujących wysoką precyzję i niezawodność działania. Wysoka prędkość otwarcia walców jaką pozwalają osiągnąć systemy hydrauliczne, jest jednym z kluczowych parametrów stanowiących o bezpieczeństwie pracy walcarki i operatora (Nowa norma bezpieczeństwa EN 1417: 2015 wymaga aby szybkość awaryjnego otwarcia walców na odległość minimum 50 mm nie przekraczała czasu 5 sekund). Dodatkowo pomiar ciśnienia hydraulicznego w siłownikach umożliwia stałą kontrolę siły zwarcia walców i chroni maszynę przez przeciążeniem.

Wyższa jakość produktów przy niższych kosztach produkcji
Coraz szybsze prędkości produkcji na liniach do kalandrowania powodują że możliwość szybkiej nastawy szczeliny międzywalcowej oraz jej bieżąca kontrola w czasie procesu są decydujące dla osiągnięcia wysokiej sprawności procesu i oszczędności materiału.
Sprzężenie układu hydraulicznej regulacji szczeliny z systemem pomiaru grubości wyrobu i kontroli jakości on-line umożliwia zawężenie pola tolerancji grubości i automatyczne utrzymanie wymiaru w dolnej jej granicy. W ten sposób możemy wyprodukować wyrób stabilniejszy wymiarowo, a więc o wyższej jakości. Jednoczesne obniżenie grubości pozwala na zmniejszenie zapotrzebowania na materiał i przyczynia się do obniżenia kosztów produkcji. Dodatkowe korzyści wynikające ze stosowania automatycznego systemu regulacji hydraulicznej wynikają ze skrócenia czasu rozruchu linii potrzebnego do osiągnięcia stabilnej pracy i ograniczenia ilości odpadów powstałych przy uruchamianiu produkcji. Jest to niemożliwe do zrealizowania w przypadku ręcznego ustawiania linii metoda prób i błędów.
Nowe możliwości procesu kalandrowania
Automatyczne systemy sterowania wielkością szczeliny międzywalcowej COMERIO ERCOLE pozwalają na dopasowanie charakterystyki kalandra do wymagań bieżącej produkcji poprzez wybór jednego z poniższych trybów pracy:
- Tryb stałej szczeliny: system sterowania utrzymuje stałą, zadaną wartość szczeliny międzywalcowej
- Tryb stałego docisku: system sterowania utrzymuje stałą, zadaną siłę docisku walców
W pierwszym przypadku priorytetem będzie utrzymanie zadanej grubości wyrobu podczas gdy siła docisku walców będzie dopasowywana adekwatnie do stanu materiału znajdującego się aktualnie między walcami. Tryb pracy ze stałą szczeliną będzie odpowiedni np. dla prostych operacji arkuszowania gumy na walcarkach lub kalandrach.
W przepadku bardziej złożonych procesów laminacji, wymagających kontrolowania siły docisku walców, tryb stałej szczeliny może się okazać niewystarczający. Możliwości jakie daje drugi tryb pracy ze stałym dociskiem to przede wszystkim zdolność systemu regulacji do kompensowania wpływu niestabilności wymiarowej laminowanych warstw na siłę z jaką są łączone przechodząc przez walce kalandra. Niespodziewane obniżenie grubości laminowanych materiałów nie spowoduje więc obniżenia siły łączenia w procesie laminacji, tak jak miałoby to miejsce w przypadku pracy w trybie stałej szczeliny.



Copyright © 2018 by IPM