LINIE DO RECYKLINGU I REKOMPANDOWANIA
TWORZYW SZTUCZNYCH
|
Tworzywa termoplastyczne mogą być wielokrotnie uplastyczniane w wyniku ogrzewania ich do odpowiedniej temperatury. Cecha ta umożliwia recykling odpadów termoplastycznych tworzyw sztucznych zarówno poprodukcyjnych jak i odpadów poużytkowych. Re-kompandowanie tworzyw sztucznych polega na przekształceniu odpadów tworzyw sztucznych w nowy pełnowartościowy materiał o pożądanych właściwościach i o wartości porównywalnej z tworzywami nowymi. Re-kompandowanie jest w istocie połączeniem procesu regranulacji i kompadowania. Dzięki zastosowaniu wytłaczarek dwuślimakowych i ich dużym zdolnościom mieszania i homogenizacji, możliwości wielopunktowego dozowania dodatków i wypełniaczy a także skutecznemu wielopunktowemu odgazowaniu możliwe jest modyfikowanie i uszlachetnianie odzyskiwanych tworzyw.
W zależności od rodzaju i czystości odpadów proces Re-kompandowania może być prowadzony w trzech wariantach:
1. Proces jednoetapowy – pojedynczy kompanderZastosowanie pojedynczego kompandera w miejsce tradycyjnej wytłaczarki jednoślimakowej do regranulacji jest pierwszym krokiem do wykorzystania zalet wytłaczarek dwuślimakowych w procesie recyklingu. Zastosowanie kompandera pozwoli na znacznie lesze uplastycznienie i odgazowanie materiału oraz wprowadzanie dodatków modyfikujących i wypełniaczy.
Do typowych zastosowań procesu jednoetapowego należą:
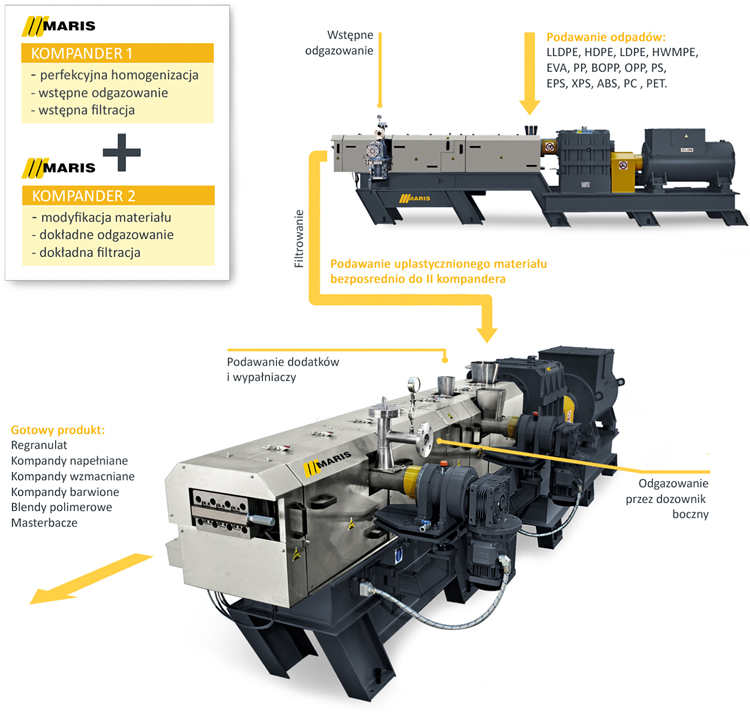
2. Proces kaskadowy – kompander 1 + kompander 2Możliwości przetwórcze wytłaczarek dwuślimakowych współbieżnych – kompanderów - są w dużej mierze zależne od długości ślimaka i cylindra i związanej z tym możliwości podziału na różne strefy procesowe (czytaj więcej nt. technologii kompandowania). Rozwiązaniem jest zastosowanie dwóch kompanderów w kaskadzie (tzw. Tandem) połączonych ze sobą w taki sposób, że tworzą jedną długą maszynę.
Do zalet tego rozwiązania należą:
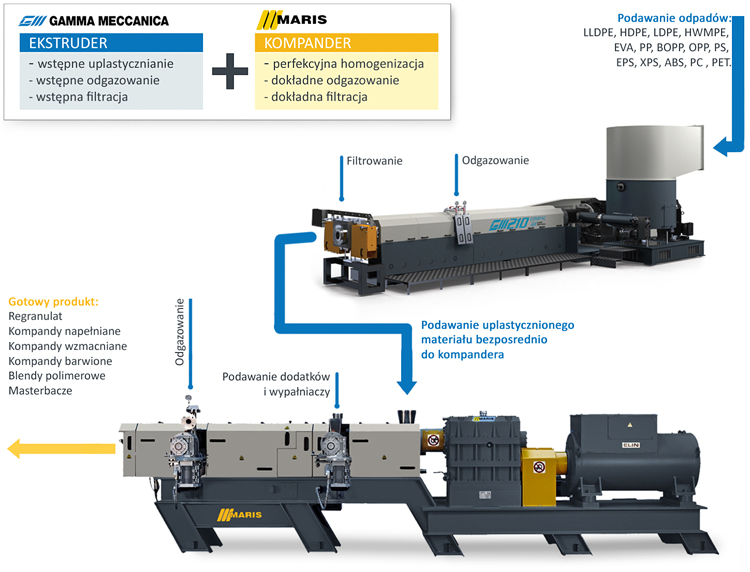
3. Proces kaskadowy – ekstruder + kompanderZastosowanie ekstrudera jednoslimakowego jako pierwszej maszyny w kaskadzie jest kompromisem pomiędzy możliwościami układu tandemowego a wielkością inwestycji. Rozwiązanie to jest szczególnie polecane do przetwórstwa tworzyw bardzo zabrudzonych gdzie duże znaczenie ma możliwość wstępnej filtracji tworzywa przed podaniem go do kompandera. Jednocześnie wydłużenie drogi uplastyczniania i dodatkowe punkty odgazowania istotnie poprawiają homogenizację tworzywa w stosunku do procesu jednoetapowego.
|
||||
|
RE-KOMPANDOWANIE - korzyści technologiczne
|
||||
|
RE-KOMPANDOWANIE - zalety ekonomiczne
|
||||
|
|




Copyright © 2018 by IPM